Das richtige Funktionsprinzip entscheidet
Drehschieber-Vakuumpumpe gewinnt Vakuum-Effizienztest im Direktvergleich
Vakuumpumpen sind wichtige Komponenten bei der Verpackung von frischen Lebensmitteln. Welche Vakuumpumpe erreicht den höchsten Wirkungsgrad? Ein Direktvergleich kann diese Frage beantworten, sofern der Testaufbau sinnvoll konzipiert ist. Eine kürzlich veröffentlichte Vergleichsstudie suggeriert die Überlegenheit einer ölgedichteten Schrauben-Vakuumpumpe. Allerdings kam dieses Ergebnis nur mit einem Testaufbau zustande, der sehr unrealistisch erscheint. Die unabhängige Prüforganisation TÜV Süd hat nun ebenfalls einen Vergleich der beteiligten Vakuumpumpen durchgeführt. Darin wird ein industrieller Standardprozess praxisnah nachgestellt. Unter diesen Bedingungen fällt das Resultat eindeutig zugunsten der ölgeschmierten Drehschieber-Vakuumpumpe aus.
(IINews) - In diesem Artikel werden zwei Vergleichstests miteinander verglichen. Zur klaren Unterscheidung werden sie im Folgenden als Test 1 und Test 2 bezeichnet. Für bessere Lesbarkeit werden zudem die ölgedichtete Schrauben-Vakuumpumpe als SVP, die ölgeschmierte Drehschieber-Vakuumpumpe als DSVP abgekürzt.
Test 1: Bedarfsabhängige Steuerung vs. Volllastbestrieb
Dieser Test wurde vom Hersteller der ölgedichteten Schrauben-Vakuumpumpe (SVP) initiiert. Das Unternehmen ist hauptsächlich auf Kompressoren spezialisiert, und die besagte Maschine ist ein Derivat der Kompressor-Technologie. Sie wurde einer ölgeschmierten Drehschieber-Vakuumpumpe (DSVP) R 5 RA 0630 C von Busch gegenübergestellt. Der Testaufbau lässt allerdings aus mehreren Gründen keinen realistischen Vergleich zu.
Der Testzyklus simulierte verschiedene vakuumgestützte Prozesse. Dabei wurden aber offensichtlich auch Produktionspausen einschließlich nächtlicher Stillstandszeiten eingebaut, während derer die DSVP im Gegensatz zur SVP weiterlief. Die SVP wurde im Test als Teil eines Systems mit Frequenzumrichter und integrierter Steuerung eingesetzt, welche die Vakuumpumpe während der Pausen stoppte. Dagegen wurde die DSVP offenbar als isolierte Maschine angeschlossen, die ununterbrochen mit voller Leistung lief.
In Test 1 wurden also sprichwörtlich Äpfel mit Birnen verglichen. Die ununterbrochen laufende Vakuumpumpe verbrauchte in dem Versuch unter dem Strich natürlich mehr Strom als das geregelte und in den Pausen automatisch gestoppte Pendant. Man hätte auch die DSVP mit einem Frequenzumrichter und einer Steuerung ausstatten können – eine solche Variante wird von Busch für diese Vakuumpumpe angeboten. Damit wären ähnliche Ausgangsbedingungen geschaffen worden. Dies wurde offensichtlich unterlassen. Leider fehlen in der Beschreibung des Tests genaue Angaben zu solchen wesentlichen Rahmenbedingungen.
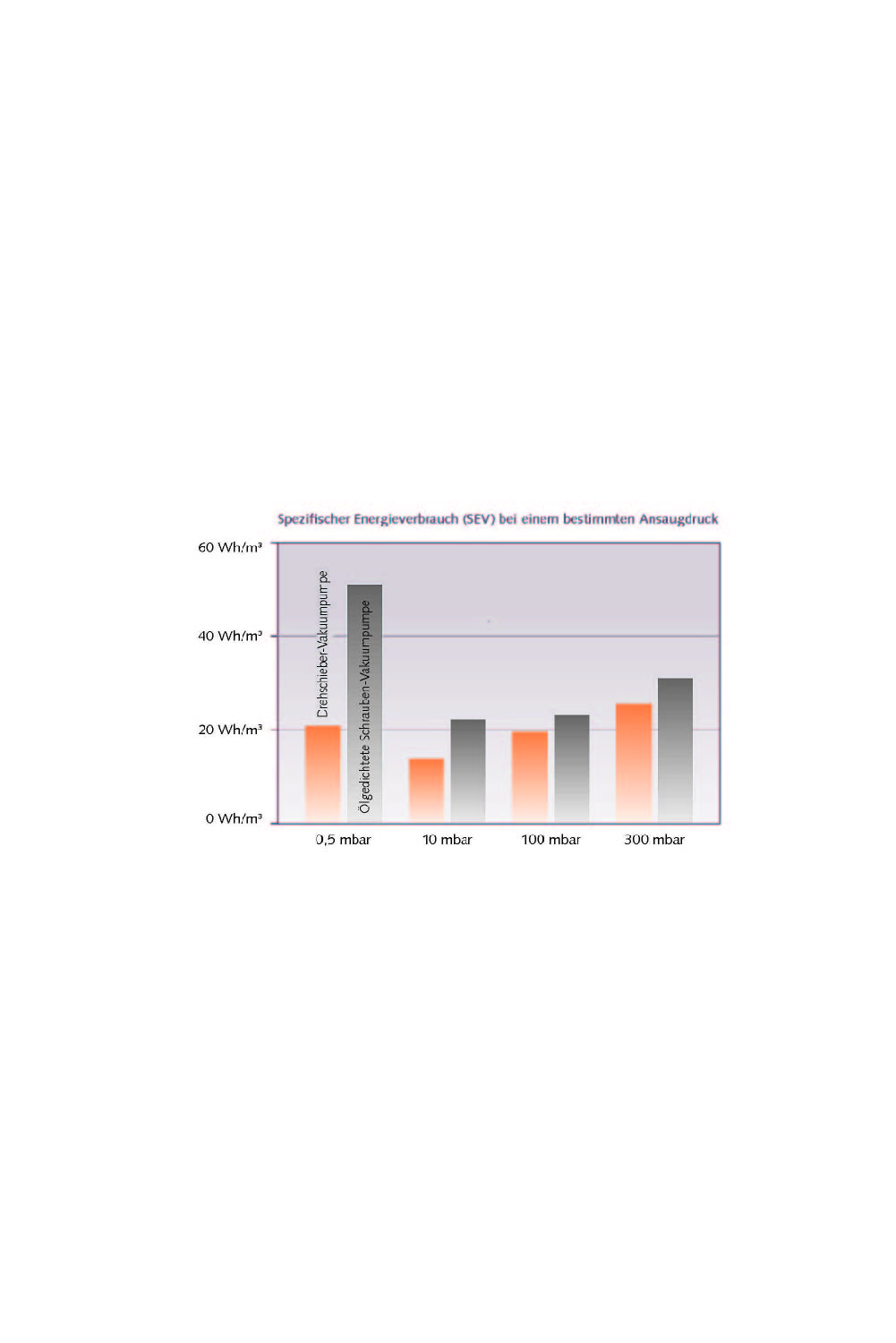
Grundsätzlich hat eine DSVP bauartbedingt in der Anlaufphase zwischen Atmosphärendruck und circa 300 Millibar die höchste Stromaufnahme. Diese verringert sich jedoch mit Abnahme des Ansaugdrucks drastisch. Eine SVG hingegen zieht zwischen Atmosphärendruck und Enddruck annähernd gleich viel Strom. Das heißt, eine DSVP benötigt im eigentlichen Arbeitsbereich einer solchen Vakuumpumpe zwischen Enddruck und 100 Millibar wesentlich weniger Energie als eine SVP.
Test 2: Gleiche Bedingungen
Der zweite Vergleichstest wurde kürzlich von der unabhängigen Prüforganisation TÜV Süd durchgeführt. Sie gehört zu den führenden Institutionen ihrer Art. Es kamen die gleichen Vakuumpumpen wie in Test 1 zum Einsatz. Allerdings wurde dieses Mal der reale Betrieb simuliert, ohne Pausen oder nächtliche Betriebsruhen. Test 2 simulierte den Arbeitszyklus einer Vakuumverpackungsmaschine. Dies entspricht einem häufig vorkommenden Einsatz für Vakuumpumpen in der Industrie. Wie es bei solchen Anwendungen oft üblich ist, wurden beide Vakuumpumpen zusätzlich jeweils von einem identischen Vakuum-Booster unterstützt. Testaufbau und -ablauf wurden zusätzlich von einem namhaften Hersteller von Vakuumverpackungsmaschinen überprüft und als realistische Simulation bestätigt.
Als Anwendungsbeispiel wurde eine Verpackungsmaschine mit großem Kammervolumen gewählt, wie sie beispielsweise bei der Verpackung von Fleisch- oder Käseprodukten zum Einsatz kommt. Typischerweise bewältigt eine solche Maschine mit automatischer Produktzuführung mehrere Zyklen pro Minute.
Die Maschine wurde im Test durch eine 300-Liter-Kammer sowie ein 11,5 Meter langes Rohrsystem zwischen Kammer, Vakuum-Booster und Vakuumpumpe simuliert. Die Kammer wurde zyklisch auf ein Vakuumniveau von 5 mbar evakuiert.
Die Zeit für die Evakuierung hing von der Leistung der Vakuumpumpen ab. Die Zeit zwischen den Evakuierungszyklen wurde auf 14 Sekunden festgelegt, eine für diese Größe von Verpackungsmaschine typische Zeitspanne. Die benötigte Evakuierungszeit der Vakuumpumpen und deren Energieverbrauch wurden aufgezeichnet.
Eindeutige Ergebnisse
Die Ergebnisse der verschiedenen Testdurchläufe fielen durchweg eindeutig aus: Die Drehschieber-Vakuumpumpe (DSVP) evakuiert schneller und verbraucht dabei weniger Energie als die Schrauben-Vakuumpumpe (SVP). Je nach eingestellter Drehzahl der DSVP ergeben sich weitere verkürzte Evakuierungszeiten oder erhöhte Energieeinsparungen. Beispielsweise ist die DSVP im 40-Hertz-Modus um 11 Prozent schneller und spart im Vergleich 42 Prozent beim Stromverbrauch ein.
Neben der Evakuierungszeit und dem Energieverbrauch wurden während des Versuchs auch das Saugvermögen und der Energieverbrauch in Abhängigkeit zum Ansaugdruck gemessen. Aus diesen Messwerten wurde der spezifische Energieverbrauch (SEV) bei verschiedenen Vakuumniveaus errechnet. Somit erhält man genaue Angaben darüber, wieviel Watt benötigt werden, um einen Kubikmeter Luft pro Stunde abzusaugen, um ein bestimmtes Vakuumniveau zu erreichen. Auch hier ist die DSVP der SVP in allen Vakuumniveaus überlegen. Die Energieeinsparung liegt zwischen 13 und 73 Prozent. Beim praxisrelevanten Vakuumniveau von 10 mbar verbraucht die DSVP 38 Prozent weniger Strom als die SVP.
Eine Frage des Prinzips
Die Ergebnisse können höchstens in ihrer Eindeutigkeit überraschen. Die DSVP ist ein Klassiker der Vakuumpumpen-Technologie, die hier verwendete R 5 RA 0630 C profitiert von Jahrzehnten der technischen Optimierung für die Vakuumerzeugung. Dagegen ist die SVP im Grunde ein umgebauter Kompressor. Zwar geht es sowohl bei der Vakuumerzeugung als auch bei der Kompression um Gasförderung, doch die unterschiedlichen Ziele erfordern unterschiedliche technische Lösungen.
Bei Kompressoren liegt das Verdichtungsverhältnis üblicherweise bei 1:10, bei Vakuumpumpen dagegen bei 1:100 bis 1:1000 – also viel höher. Technisch bedeutet dies, dass bei einem Schraubenkompressor sowohl die beiden Schrauben, als auch das Gehäuse mit größeren Toleranzen gefertigt werden können. Das heißt, die Fertigung ist kostengünstiger und das angestrebte Verdichtungsverhältnis von 1:100 wird trotz den vermehrt auftretenden internen Leckagen erreicht. Dies allerdings nur, weil diese durch eine wesentlich höhere Drehzahl von rund 7000 Umdrehungen/Minute bei Volllast kompensiert werden. Die als reine Vakuumpumpe konstruierte DSVP hingegen arbeitet mit Präzisionsteilen und engen Toleranzen, die interne Leckraten auf ein Minimum reduzieren und schlussendlich ein weitaus höheres Verdichtungsverhältnis ermöglichen. Daher bringt sie eine konstante Leistung vom Beginn bis zum Ende der Evakuierung bei geringem Energieverbrauch. Sie läuft deshalb auch nur bei einer maximalen Drehzahl von 1000 Umdrehungen/Minute. Die niedrigere Drehzahl senkt die mechanische Belastung und damit den Wartungsbedarf. Zugleich werden damit wesentlich längere Standzeiten und geringere Lebenszykluskosten der Maschine möglich.
Die SVP dagegen benötigt eine gesonderte Druckregelung durch ein Einlasssteuerventil, um eine Überlastung der Vakuumpumpe im Bereich zwischen 1000 und 300 Millibar zu verhindern. Zwischen atmosphärischem Druck und Grobvakuum arbeitet sie also mit deutlich verminderter Leistung. Dies und die aus dem Kompressorenbau übernommene Konstruktion tragen zur Verlängerung der Evakuierungszeit wesentlich bei.
Es sind genau diese Unterschiede, die sich letztlich auch auf die Ergebnisse des Vergleichstests auswirkten.
Fazit
Test 2 wurde unter realistischen Bedingungen durchgeführt. Dabei wurden „Äpfel mit Äpfeln“ verglichen, es wurden also tatsächliche Leistungsdaten der Vakuumerzeugung erhoben und ins Verhältnis gesetzt. Die ölgeschmierte Drehschieber-Vakuumpumpe R 5 RA 0630 C (DSVP) von Busch schnitt sowohl bei der Evakuierungszeit als auch beim Energieverbrauch wesentlich besser ab als die ursprünglich als Kompressor konzipierte Schrauben-Vakuumpumpe (SVP). Die Testergebnisse bestätigen die Überlegenheit der meistverkauften Vakuumpumpe in diesem Leistungsbereich.
Themen in diesem Fachartikel:
Unternehmensinformation / Kurzprofil:
Busch Vakuumpumpen und Systeme ist weltweit einer der größten Hersteller von Vakuumpumpen, Vakuumsystemen, Gebläsen und Kompressoren.
Das umfangreiche Produktportfolio umfasst Lösungen für Vakuum- und Überdruckanwendungen in sämtlichen Industriebereichen, wie zum Beispiel für die Chemie, Halbleiterindustrie, Medizintechnik, Kunststoffindustrie oder die Lebensmittelbranche. Dazu gehören auch die Konzeption und der Bau von individuell ausgelegten Vakuumsystemen sowie ein weltweites Servicenetz.
Die Busch Gruppe ist ein Familienunternehmen, dessen Leitung in den Händen der Familie Busch liegt. Weltweit arbeiten 3.000 Mitarbeiter in über 60 Gesellschaften in mehr als 40 Ländern für Busch Vakuumpumpen und Systeme. Hauptsitz von Busch ist Maulburg im Südwesten Deutschlands. Hier befindet sich der Sitz der Busch SE sowie das deutsche Produktionswerk und die deutsche Vertriebsgesellschaft. Außer in Maulburg produziert Busch in eigenen Fertigungswerken in der Schweiz, in Großbritannien, Tschechien, Korea und den USA.
Busch Vakuumpumpen und Systeme wurde 1963 von Dr.-Ing. Karl Busch und seiner Frau Ayhan Busch gegründet und gemeinsam aufgebaut. Mit der „Huckepack“ entwickelte Dr.-Ing. Karl Busch die erste Vakuumpumpe zur Verpackung von Lebensmitteln. Das Folgeprodukt „R 5“, eine kompakte Drehschieber-Vakuumpumpe, revolutionierte die Lebensmittelverpackung. Einen weiteren Meilenstein stellte die Entwicklung der Schrauben-Vakuumpumpe „COBRA“ dar. Die internationale Expansion der Busch Gruppe begann bereits im Jahre 1971 mit der Gründung einer Vertriebsgesellschaft in Großbritannien. Das erste Fertigungswerk im Ausland entstand 1979 in den USA.
Jasmin Markanic
Busch Vacuum Pumps and Systems
Global Marketing / Marketing Services
Coordinator Global Press & Media Relations
Schauinslandstraße 1
DE 79689 Maulburg
Phone: +49 7622 681 3376
Jasmin.Markanic(at)busch.de
www.buschvacuum.com





Datum: 12.09.2019 - 09:11 Uhr
Sprache: Deutsch
News-ID 1752631
Anzahl Zeichen: 0
Kontakt-Informationen:
Ansprechpartner: Jasmin Markanic
Stadt:
Maulburg
Telefon: +4976226813376
Kategorie:
Industrietechnik
Anmerkungen:
Dieser Fachartikel wurde bisher 162 mal aufgerufen.
Der Fachartikel mit dem Titel:
"Das richtige Funktionsprinzip entscheidet
"
steht unter der journalistisch-redaktionellen Verantwortung von
Busch Vacuum Pumps and Systems (Nachricht senden)
Beachten Sie bitte die weiteren Informationen zum Haftungsauschluß (gemäß TMG - TeleMedianGesetz) und dem Datenschutz (gemäß der DSGVO).